


I took these photos and wrote the associated words back in 2011 or so, which ended up as a four-part build article in Hot Bike magazine. I dug this up and figured it was worth sharing, as it shows steps all along the process, from a basket case Panhead bought locally on Craigslist on to the finished chopper which I still enjoy.
At the time, I had never owned a Harley-Davidson, having a number of Triumph motorcycles, as well as a random assortment of BSA, Yamaha, and other makes over the years. I kept seeing this bike on Craigslist as a titled '59 FLH, though the motor looked roached and it was in a late 60's swingarm frame and festooned with lots of aftermarket reproduction Harley parts loosely bolted in place.
I ended up getting a good deal on it, trading the rolling chassis for some carpentry work, and selling off all the rest of the bits and pieces I didn't want. I kept the motor, trans and title. I had Jesse Bassett at The Gasbox rebuild the motor and I was off to a rolling start.
This build was all done in a tiny one-bay workshop behind my house, which was part of the outbuilding where Lowbrow Customs was housed for a number of years. If you’re inspired by this project and would like to build your own Harley Davidson, I hope you enjoy watching the build unfold. - Tyler.
Build the Frame for Your Custom Chopper
Step 1: I picked up a '59 Harley-Davidson FLH motor, trans and title in a later frame complete with tons of junky bolt on parts.
Step 2: Started with a repop wishbone frame, cheaper and easier to find than an OG frame.
Step 3: Windowing the neck seemed like a fun and motivating place to start. Drilled a hole in each corner of the cast area and connected the dots with a jigsaw.
Step 4: A variety of tools to smooth out the metal in the tight crevices of the neck were used: pneumatic die grinder, hand files and a Dremel with assorted attachments.
Step 5: Grinding and filing away the rough edges, being careful not to bite into the neck more than necessary. The holes from the bore for the fork lock are open and exposed and will need to welded shut.

Step 6: TIG welding the holes in the neck, though a MIG would work just as well. You could also cut small patch pieces and weld them in place if desired instead of using straight filler.
Step 7: Note that the cast lug was also cut off the top of the neck to clean things up a bit. The key to a project like this is a variety of tools, and remember that power tools are not always the best choice, the file and hacksaw can be your friend.
Install the Fork to the Frame
Step 8: To run the early 1950's Triumph forks on an H-D frame, the Triumph stem needs to be extended by about 1/2”. A piece of 1” OD cold rolled steel turned down on the lathe made for a slug, perfect for the job.
Step 9: Heavy chamfers on each piece ensure good weld penetration, and a V-block is essential for making sure the stem is straight and true.
Step 10: The final TIG welds with good penetration, and kept just shy of flush to the OD of the stem so the bottom bearing will go on and off with ease.
Step 11 & 12: Fork stops were needed, and a bit of steel round and hex stock were the solution. The lower tree was drilled, the pins pressed in and welded from the bottom after having some detail added to them on the lathe. The hex stock was welded to the front of the neck, and the whole setup will be very subtle once the headlight is installed.
Step 13: Stock gauge mounting points were cut off of the top tree, the remainder of the threaded holes welded up and the whole area smoothed on a belt sander. Drilling out the threads on holes you are going to fill ensures that you get the grime and oil out, resulting in a clean weld.
Step 14 & 15: As the holes for the seat post and tach cable were not going to be used, some aluminum round stock was turned down on the lathe for some stepped blanking plugs. The frame was then drilled and tapped to accept a small set screw which holds each in place.
Step 16: The final front end all assembled and in place is quite the difference from the stock hydra glide forks and lightens up the entire bike considerably.
Step 17: One detriment to a repop frame, depending on who makes it and where is that some quality can suffer. While overall happy with the frame, the seat cross member was crooked by a full 1/4”.
Step 18: 2 minutes later, with the help of a grinder and cut-off wheel, the old cross member was out of the way. The remainder of the steel was carefully removed with a small sanding disc on a pnuematic die grinder, being careful not to bite into the underlying tubing.
Step 19: Some 1” DOM tubing made for a new and slightly different cross tube. The ends were fishmouthed for a tight fit against the 1” frame rails using a 1” hole saw to drill through each end of the new tube while clamped in a machinist's vice in the drill press, then TIG welded in place.
Step 20: On a stock bike the rear of the oil tank bolts to the fender. Planning on running a narrower fender, the front, stock oil tank mount was used, and rear mounts were fabricated. This was done using 1/4” stick steel rubber mount tabs with stainless steel washers. The two tabs on this '58 – '64 style oil tank make for perfect mounting points.
Customize the Seat
Step 21: Coil style seat springs often sit a bit uneven against a seat pan, so a couple of stepped aluminum spacers were turned down to keep the spring centered on the mounting stud.
Step 22: Springs are bolted in place and the cast stainless steel Biltwell solo seat pivot is bolted in place to check the fit on the frame. This seat is a Haifley Bros. Seat, made in Phoenix, Arizona.
Step 23: The seat pivot front mount can be tacked in place, and the seat spring mounts set in place on the seat cross tube. Once these are centered and right where you want them, tack them, remove the motorcycle seat, and finish weld your pivot and spring mounts and bolt your seat back in place.
Add the Fender
Step 24: A spun 16" steel fender by Gasbox in Cleveland, Ohio was the fender of choice, as it is a tailored fit to an Avon MKII Safety Mileage 18” x 4.00 tire. A piece of 1” OD round stock was fishmouthed to fit against the 1” tubing, center drilled and tapped for 3/8”-16 hardware, so the fender bolts on from the inside. A leather washer keeps with the vintage look and will protect the paint on the finished bike. During the fender mounting process you will need to install and remove your rear tire several times to make sure your fender is following your tire's profile properly. A piece of hose or length of motorcycle chain taped around the tire will help keep proper clearance.
Step 25: The stock bottom fender mount was used, but an aluminum spacer was made to keep the fender following the profile of the tire properly. Another leather washer was used in this location, and the entire mount is through-bolted, with a button head allen on the inside of the fender, allowing for plenty of tire clearance.
Step 26: Fender mounted and wheel back in place and all is well in the world. Nothing throws off the look of a bike more than a fender that doesn't follow the tire's profile.
Step 27: Rear fender supports are needed to haul the ol' lady around, so some 9/16” stainless rod was procured. A piece of 1/4” steel plate makes a good base to sort out measurements and angles, and some threaded bungs can be bolted in place for removable leverage points.
Step 28: Using two points to capture the steel, then heating it cherry red with an oxy acetylene and bending to a line scribed on the steel backing plate works well.
Step 29 & 30: The cross bar ads strength and a bit more style. It follows the curve of the fender spot on, which can be difficult to do. The Gasbox fenders are so thick I simply heated up the stainless cross bar and bent it over a cut off scrap of the fender, then welded it in place.
Assemble the Sissy Bar, Tail Light and Plate
Step 31: After a couple of evenings of work, the final sissy bar is taking shape. Made entirely of stainless steel, this piece can be polished to a mirror finish rather than painted or chromed, offering a standout example of the many sissy bar designs that can personalize a custom motorcycle. It still needs to be mounted to the rear of the fender, and a tail light and license plate bracket need to be fabricated before it’s truly complete.
Step 32 & 33: This Bates tail light assembly was scored at Mid-Ohio for $5 several years ago. Usually guys get in a tizzy about stock bikes getting chopped, I figured I would take a nice old chopper piece and do the same. Another instance where hand tools can be the right choice. Using a hacksaw the tail light is cut up into several pieces in preparation for welding.
Step 34, 35 & 36: The rear piece was tossed in the scrap pile, and the plate mount butted up flush with and welded to the original tail light backplate. The welds were then ground down flush, and the 'Bates' logo was left in place. Most people wouldn't even know this was a modified piece.
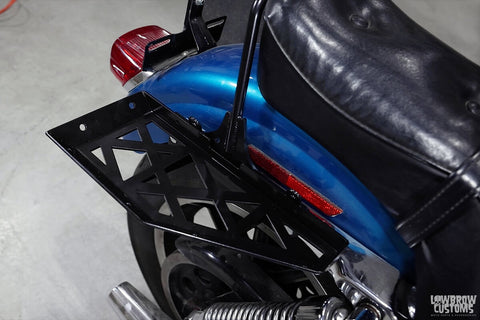
Step 37 & 38: A piece of 3/16” thick stainless steel plate was cut and welded to the sissy bar, which adds rigidity and strength as well as giving a nice spot to show off my vintage '59 Ohio license plate.
Step 39: The final step to finishing the sissy bar was making the mounts for the fender. A scrap of extra fender was welded to the underside of the fender, doubling it's thickness for extra durability. Some 5/8” OD stainless rod was cut down and center drilled and welded to the sissy bar. Nuts were tacked in place on the underside of the fender, allowing for quick and easy 4-bolt removal of the sissy bar.
Step 40: If they give off enough lumens to see what's behind you when backing up your VW Beetle, it is good enough for chopper headlights, right? These reverse lights are classic chopper goodness, and this mount was made out of all stainless for an easy final polish. The entire assembly can be rotated with the loosening of two allens, allowing for easy adjustment of the headlights.
Modding the Exhaust and Carburetors
Step 41: Starting with an aftermarket header pipe set, a Biltwell, Inc. Exhaust Builder Kit, and some FMA ripple pipe, a custom exhaust was knocked out in an evening.
Step 42 & 43: Tubing was cut with a grinder & cut off wheel and then squared off and deburred on a Multitool 48” belt sander from Van Sant Enterprises.
Step 44 & 45: Modifying this aftermarket exhaust ended up with a totally custom exhaust with relative easy. Great care was taken in the finish welding and final prep so that the pipes could be chromed and look seamless.
Step 46: People ask why there are dual Amal carburetors on this bike. Why not? A cut down S&S manifold receives the custom made dual Amal manifold made by TrumpNut.
Step 47: Some stainless steel scrap turns into a simple carburetor support, which is pinned in place by a case bolt. This supports the carburetors and keeps them from sagging, as the o-ring manifold can rotate.
Step 48: The Amal Carburetors mounted and running great.

Step 49: The final product of 3 months of work during the winter after my little girl went to bed each night. Time well spent in my opinion.



Related Products










